Test der Malzrohranlage
Erst vor 150 Jahren wurde die Hefe als Organismus entdeckt

Ein Tag in der Hefebank Weihenstephan

Neue Flüssighefen aus Polen
Untergärige Hefen im direkten Vergleich

Hefe ernten und aufbewahren

Von Nelken und Bananen
About Clove and Banana

Wie werden die deutschen Hobbybrauer international vertreten?

Georg Tscheuschner braut das stärkste Bier der Welt

Die spannende Geschichte des kölschen Knuppbieres - von der Obrigkeit gehasst, aber von den Kölnern geliebbt.

Ein äußerst schmackhaftes Fünfgangmenü aus und mit Bier

Das Finale bei Stone Brewing

Bier-Events zur Ferienzeit
brau!kolumne
Ein Jahr brau!magazin
Von Krüger Jörg
Leitthema in dieser Ausgabe: die Hefe
brau!stoff
Die Hefe – das lange unbekannte Wesen
Von Michael Zepf
Erst vor 150 Jahren wurde die Hefe als Organismus entdeckt
brau!stoff
Der ideale Starter
Von Moritz Gretzschel
Ein Tag in der Hefebank Weihenstephan
brau!stoff
Fermentum Mobile
Von Krüger Jörg
Neue Flüssighefen aus Polen
brau!stoff
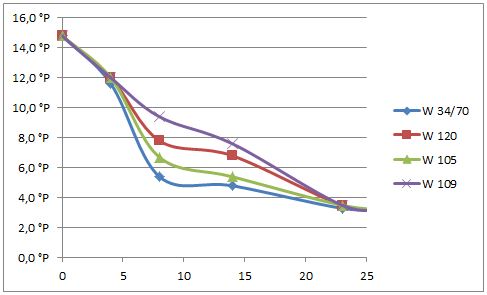
Ende der Neutralität
Von Moritz Gretzschel
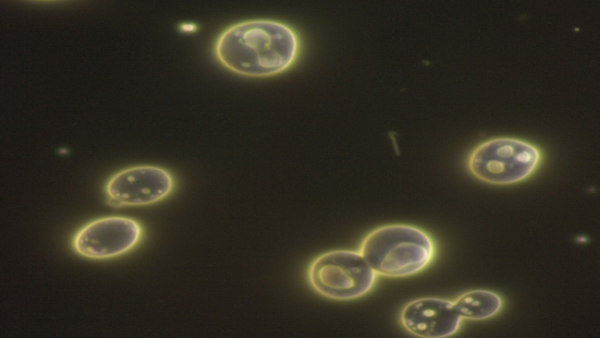
Untergärige Hefen im direkten Vergleich
brau!stoff
Wiederbelebung
Von Krüger Jörg
Hefe ernten und aufbewahren
brau!stil
Stilporträt Weißbier
Von Andreas Staudt
Von Nelken und Bananen
brau!fehler
Bierfehler des Quartals: Schwefeln
Von Andreas Staudt
Hier ist was faul: Schwefelwasserstoff
brau!szene
Gründungsaufruf zur European Homebrewers Association
Von Krüger Jörg
Wie werden die deutschen Hobbybrauer international vertreten?
brau!profi
Ein starker Typ aus Franken
Von Markus Raupach
Georg Tscheuschner braut das stärkste Bier der Welt
brau!history
Kölsches Knuppbier? Noch nie gehört!
Von Jürgen Knoke
Die spannende Geschichte des kölschen Knuppbieres - von der Obrigkeit gehasst, aber von den Kölnern geliebt.
brau!event
Bambergs erster Bierkochkurs
Von Markus Raupach
Ein äußerst schmackhaftes Fünfgangmenü aus und mit Bier
brau!event
Berlin Beer Week
Von Jörg Krüger
Das Finale bei Stone Brewing
brau!comic
Das Hefemonster
Von Moritz Gretzschel
Leben im Gärkeller